
Paslanmaz çelik sinterlenmiş sac





Şartname
Malzeme:Gıda sınıfı SS 304 316, bakır, vb.
Şekil:Yuvarlak şekil, dikdörtgen şekil toroidal şekil, kare şekil, oval şekil diğer özel şekil
Katman:Tek katmanlı, çok katmanlı
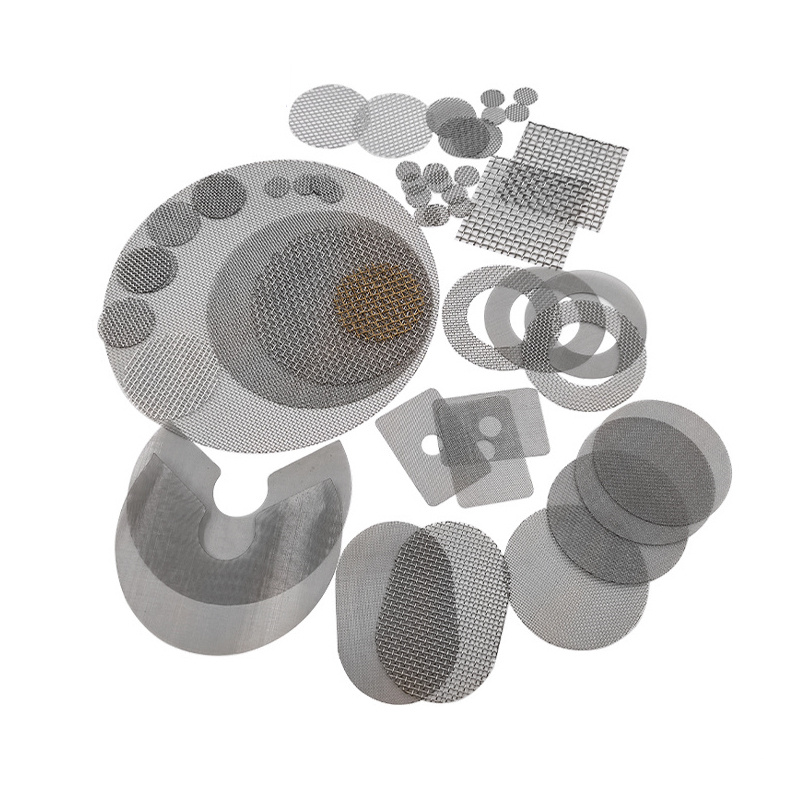

Sinterlenmiş ağ nedir?
Sinterlenmiş tel örgü, sinterleme, presleme, haddeleme ve diğer işlemlerden sonra aynı tip veya farklı birden fazla tek katmanlı paslanmaz çelik tel örgülü örgülerin istiflenmesiyle yapılır, 1100 ° C'ye kadar vakumla pişirildikten sonra difüzyon ve katı çözelti ile yapılır. .Yüksek mekanik dayanıma ve genel sertliğe sahip yeni filtre malzemesi.Her katmanın tel örgüsü, düşük mukavemet, zayıf sertlik ve dengesiz ağ şekli gibi dezavantajlara sahiptir ve mükemmel filtrasyon doğruluğuna ve filtrasyon empedansına sahip olacak şekilde malzemenin boşluk boyutu, geçirgenlik ve mukavemet özelliklerini makul bir şekilde eşleştirebilir ve tasarlayabilir., Mekanik dayanım, aşınma direnci, ısı direnci ve işlenebilirlik, genel performans açıkça sinterlenmiş metal tozu, seramik, elyaf, filtre bezi vb. gibi diğer filtre malzemeleri türlerinden daha iyidir.
Sinterlenmiş tel örgü, temel olarak beş katmanlı sinterlenmiş tel örgü, çok katmanlı metal sinterlenmiş tel örgü, delikli levha sinterlenmiş tel örgü, kare delikli sinterlenmiş tel örgü ve mat tipi sinterlenmiş tel örgü dahil olmak üzere farklı seviyelere ve tel örgü yapılarına göre sınıflandırılır.
Sinterlenmiş ağın özellikleri
1. Yüksek mukavemet ve iyi sertlik: Yüksek mekanik mukavemete ve basınç mukavemetine, iyi işleme, kaynak ve montaj performansına sahiptir ve kullanımı kolaydır.
2. Eşit ve istikrarlı hassasiyet: Tüm filtreleme hassasiyetleri için tek tip ve tutarlı filtreleme performansı elde edilebilir ve ağ kullanım sırasında değişmez.
3. Geniş kullanım ortamı: -200 ℃ ~ 600 ℃ sıcaklık ortamında ve asit ve alkali ortamın filtrasyonunda kullanılabilir.
4. Mükemmel temizleme performansı: iyi karşı akım temizleme etkisi, tekrar tekrar kullanılabilir ve uzun bir hizmet ömrüne sahiptir (karşı akım suyu, süzüntü, ultrasonik, eritme, pişirme vb. ile temizlenebilir).
Sinterleme üretim sürecinde üç aşama vardır
1. Düşük sıcaklıkta ön yanma aşaması.Bu aşamada, esas olarak metalin geri kazanılması, adsorbe edilmiş gaz ve nemin buharlaşması, ayrışması ve parçadaki oluşturucu maddenin uzaklaştırılması meydana gelir;
2. Orta sıcaklıkta ısıtma sinterleme aşaması.Bu aşamada yeniden kristalleşme oluşmaya başlar.Parçacıklarda, deforme olmuş taneler yenilenir ve yeni taneler halinde yeniden düzenlenir.Aynı zamanda yüzeydeki oksitler azalır ve partikül arayüzü sinterlenmiş bir boyun oluşturur;
3. Yüksek sıcaklıkta ısı koruması sinterleme aşamasını tamamlar.Bu aşamadaki difüzyon ve akış tamamen gerçekleştirilir ve tamamlanmaya yakındır, çok sayıda kapalı gözenek oluşturur ve küçülmeye devam eder, böylece gözenek boyutu ve toplam gözenek sayısı azalır ve sinterlenmiş gövdenin yoğunluğu önemli ölçüde artar. artırılmış.
İlgili ürünler
-

Yeniden kullanılabilir 304 paslanmaz çelik kahve filtresi aksesuarı ...
Uygulanabilir öğreticiler 1. Kahve tozunu tokmakla bastırın 2. Uygun boyutta su ayırma ızgarasını yerleştirin 3. Kahve makinesinin tutamağını demleme kafasına yerleştirin 4. Sıvıyı gözlemleyin Neden ikincil bir su dağıtım şebekesi kullanıyorsunuz?İkincil su dağıtım ağı, kahve tozunu ve demleme kafasını temiz tutmak için etkili bir şekilde ayırır...
-

304 Gıda sınıfı Paslanmaz Çelik Filtre Diski
Şartname Malzeme:Gıda sınıfı SS 304 316, bakır, vb Şekil:Yuvarlak şekil, dikdörtgen şekil toroidal şekil, kare şekil, oval şekil diğer özel şekil Katman:Tek katmanlı, çok katmanlı Teknik Veriler Filtreleme doğruluğu: 150 mikron ve 200 mikron, diğerleri de mevcuttur Ağ Sayısı:popüler ağ boyutu: 80 100 me...

